PRODUCTS
CONTACT US
無錫市旺輝達金屬製品有限公司
電話:0510-83851968
電話(huà):0510-83859918
手機:13812519598
聯係人(rén):孫經理
地址:無(wú)錫市錫山區芙蓉三路223號東樓301室
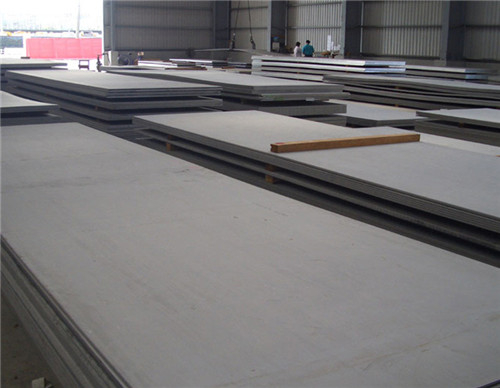
不鏽鋼加工時需(xū)要考慮哪些地方呢?
越來越多的人們選擇使用經濟實惠而且質量(liàng)還不錯的材料對產品進行加工(gōng),而現(xiàn)在滿足人們需(xū)求的材料多數還是偏向於不鏽鋼材料。因為不鏽鋼材料有很好的自身(shēn)屬性,而且製作(zuò)出來的產品外邊也很美觀,同時這種材料還有很好的耐用性,無論使用(yòng)多久都能夠保(bǎo)證(zhèng)自身的亮度。這些都是(shì)不鏽鋼(gāng)板材料擁有而其他金屬材料所達不到的(de)。即(jí)是說(shuō)這種材料有很好的使用效果,但在加工的過程中還是有很多考慮的因素以及注意的問題。
1、加工區:不鏽鋼件的加工區域(yù)應相對固定。不鏽鋼件加工區的平台應采取隔離措施,如鋪上橡膠墊(diàn)等。不鏽鋼加(jiā)工區的(de)定置管理、文明生產應加強,以避免對不鏽鋼件的損傷與汙染。
2、下料:不鏽鋼件的下(xià)料采用剪切或(huò)等離子切割、鋸切等。
⑴剪切:剪切時,應(yīng)與送進支架隔(gé)離(lí),落料鬥也應鋪以橡膠墊,避免劃傷。
⑵等離子切割:等離子切割後,割渣應清理幹(gàn)淨。批量切割時,對於已完成的零件應及時清(qīng)理出(chū)現(xiàn)場,以(yǐ)避(bì)免割渣對工(gōng)件的玷汙。
⑶鋸切下料:鋸切下料時,夾緊應(yīng)加(jiā)以膠(jiāo)皮保護,鋸切後應(yīng)清理工件上的油汙(wū)、殘渣等(děng)。
3、機械(xiè)加工(gōng):不鏽(xiù)鋼件在車、銑等機械加工時也應注意防護,作業完成應清理幹淨工件表麵的油汙、鐵屑等雜(zá)物。
4、成型加工:在卷板、折彎過程中,應采取有效措施避免(miǎn)造成不鏽鋼件表麵劃(huá)傷和折痕。
5、鉚焊:不鏽鋼件(jiàn)在組對(duì)時,應避免強製組裝,尤其避免火焰烤校裝配(pèi)。組對或(huò)製作過程如有臨時采用(yòng)等離子切(qiē)割時,應采取隔離(lí)措施(shī)以避免割渣對其它不鏽鋼件的汙染。切割後,工件上的割渣應清理幹淨。
6、焊接:不鏽(xiù)鋼件焊接前必須認真(zhēn)清除油汙、鏽跡、灰塵等雜物。焊(hàn)接時盡量采用氬弧焊接,采(cǎi)用(yòng)手工(gōng)電弧焊時(shí)應采用小(xiǎo)電流、快速焊,避免擺動。嚴禁在非焊接區域引弧,地線位置適當、連接牢固,以避免電弧擦傷。焊接時應采取防飛濺措施(如刷白灰等方法)。焊後應用不鏽鋼(不得采用碳鋼)扁鏟徹底清(qīng)理熔(róng)渣和飛(fēi)濺。
7、多層焊:多層焊時,層間熔渣必須清除幹淨。多層焊時,應控製層間溫度,一般不得超過60℃。
8、焊縫:焊縫(féng)接頭應修(xiū)磨,焊(hàn)縫表(biǎo)麵不得有熔渣、氣孔(kǒng)、咬邊、飛濺、裂紋、未熔合、未(wèi)焊透等缺陷,焊縫與母材應圓滑過渡,不(bú)得低於母材。
9、矯形:不鏽鋼件的矯形,應避免采用火焰加熱方法,尤其不允許反複加熱同一區域。矯形(xíng)時,盡量采用機械裝置,或用木錘(橡皮錘)或墊橡皮墊錘擊,禁止用鐵錘錘擊,以避免損傷不鏽鋼件。
10、搬運:不鏽鋼件在加工過程中進行搬運時,應用運(yùn)輸工具(如小車、電瓶車或天車等),並應潔淨有隔離(lí)防護措施,以防灰塵、油汙、鐵鏽汙染不鏽鋼。嚴禁在平台或地麵直接(jiē)拖拉,嚴禁磕碰和(hé)劃傷。
本文標簽: